|
衛(wèi)生級(jí)不銹鋼管ASTM-A270本標(biāo)準(zhǔn)適用于衛(wèi)生設(shè)施用無(wú)縫和焊接奧氏體和鐵素體/奧氏體不銹鋼鋼管;可用于日用衛(wèi)生級(jí)和食品工業(yè)及有特殊表面要求的無(wú)縫、精密、焊接、急冷處理過(guò)的奧氏體鐵素體/奧氏體不銹鋼衛(wèi)生管。醫(yī)用質(zhì)量用衛(wèi)生級(jí)不銹鋼管可按補(bǔ)充要求。
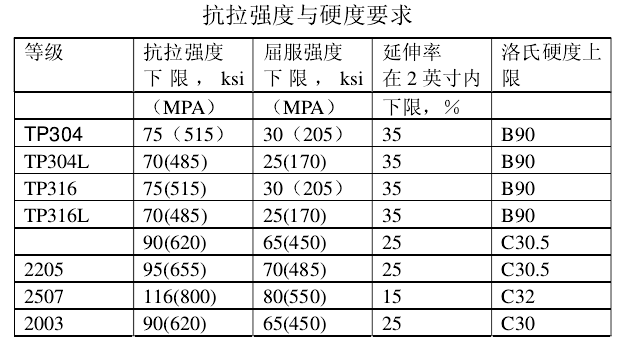
抗拉強(qiáng)度及硬度
熱處理
所有材料應(yīng)在精密熱處理后提供。除了51803,5320035320205,532750,N08926,N08367外,熱處理工序應(yīng)把衛(wèi)生管材料至少加熱到1900華氏度(1040攝氏度)和用水淬火或其它快速冷方法組成。
N08926規(guī)定應(yīng)最低到2010華氏度(1100攝氏度)然后淬火或用其它方法快速冷卻。UNS 08367規(guī)定最低2025華氏度(1107攝氏度)悶火,然后快速淬火。
531803和532205規(guī)定的熱處理溫度范圍是1870華氏度(1020攝氏度)到2010華氏度(1100攝氏度),然后在水里淬火或其它快速冷卻方法。
532750規(guī)定的熱處理范圍是1880華氏度(1025攝氏度)到2060華氏度(1125攝氏度),然后在水里淬火或其它快速冷卻方法。
532003規(guī)定的熱處理溫度范圍是1850華氏度(1010攝氏度)到2010華氏度(1100攝氏度)。
表面處理
對(duì)于圓周機(jī)械拋光的表面,表面粗糙度應(yīng)該應(yīng)沿縱向測(cè)量。對(duì)于縱向機(jī)械拋光表面粗糙度的檢測(cè)方法由鋼管廠與采購(gòu)商協(xié)商確定。
對(duì)于較小的衛(wèi)生級(jí)表面缺陷的可接受標(biāo)準(zhǔn)由不銹鋼管廠與采購(gòu)商協(xié)商確定。
可以規(guī)定由以上方法生產(chǎn)精密不銹鋼內(nèi)外表面的綜合標(biāo)準(zhǔn)。當(dāng)僅僅一面拋光時(shí),另外一面可以是常規(guī)的扎制面。
包裝
除非在訂單中另有規(guī)定,為便于海運(yùn),所有的精密不銹鋼管應(yīng)用捆好用紙或亞麻布包裹,或由生產(chǎn)商確定用箱打包。
| 



